Reportáž: Hliník se odstěhoval do Neuenrade

Fotogalerie
13 fotografií



Ačkoliv litá kola považujeme za zcela běžnou součást výbavy automobilů, bylo zajímavé sledovat proces jejich výroby.
(více v čísle 2/14)Říká se, že pěkná litá kola jsou pro auta stejně důležitá jako dlouhé štíhlé nohy pro ženy. Alespoň my muži to tak cítíme, obojí obdivujeme a hned se za nimi ohlédneme. Jenže v případě kol nejde jen o vhodné doplnění celkového vzhledu vozu, ale také důležitou součást automobilového průmyslu. S povinností používat v zimních měsících zimní pláště si totiž mnozí motoristé pořizují kompletní dvě sady kol a pro některé rozměry už ani plechové ráfky nelze koupit. Proto nepřekvapí, že se u nás ročně prodá přibližně 140 tisíc homologovaných a asi 60 tisíc pro silniční provoz neschválených litých disků. Zajímalo nás tedy, jak vůbec tato kola vznikají.

Správná adresa
I kvůli tomu jsme vyrazili do malého německého městečka Neuenrade, ležícího nedaleko Essenu, kde od roku 2005 stojí továrna vyrábějící přibližně 1,35 až 1,40 milionu litých kol značek AEZ, Dotz, Dezent a Enzo ročně. Velké množství designů, rozměrů nebo povrchových úprav, které musí závod zvládnout, nás ubezpečuje, že pokud chceme vědět o výrobě litých kol co nejvíce, jsme na správné adrese. Těžko bychom totiž hledali osobní vůz, na který by v Neuenrade neměli nějaké to hezké kolo. Navrhování designu, první skici, vytvoření 3D modelu, výrobu dřevěných a hliníkových prototypů i vytvoření formy necháme za sebou, jdeme rovnou do produkčního procesu.
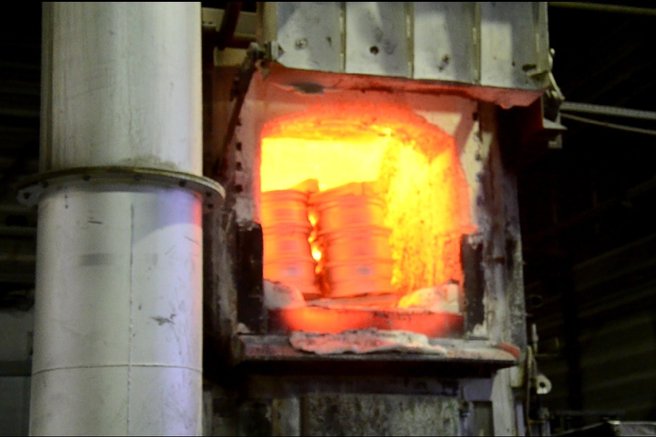
Roztavit a nalít
Celá procedura se soustředí do jedné budovy rozdělené do několika sekcí. Na začátku je tavení prutů z hliníkové slitiny s přísadou 11 % křemíku spolu s poškozenými nebo nepovedenými koly v peci při teplotě 700 °C. Horká tavenina se potom vlévá výlevkou do kontejneru umístěného pod formou. V Neuenrade se přitom využívá nízkotlaké lití, kde forma uzavře kontejner s taveninou. Ta je potom stlačena vzduchem pomocí tlakového ventilu a skrz přívodní trubici vtéká do konečné formy. Tento licí proces trvá kolem pěti minut a jeho hlavní výhodou je skutečnost, že tavenina se do formy dostane ze dna. Odpadají tak problémy s nekvalitním škraloupem, vznikajícím na hladině taveniny. Na výslednou kvalitu kola má lití výrazný vliv.

Roboti tvarují
Hned po vyjmutí z formy jsou kola poprvé vizuálně kontrolována. Poté najedou na dopravník a začíná dlouhý proces jejich obrábění. Nejprve přijde na řadu hrubé ofrézování a pečlivé prověření kvality na rentgenu. Ten odhalí i nepatrné bublinky uvnitř hmoty, které by mohly časem způsobit trhliny nebo prasknutí kola. Počítač přitom sám rozpozná, o jaký druh kola jde a jak by mělo vypadat. Hrubý výrobek si poté vezmou do parády roboti a postupně odvrtají nálitek, kudy se do formy dostala tavenina, vyvrtají díry pro ukotvení šroubů i pro nasazení ventilků a následně opracují kolo do konečné podoby. Odsoustružený materiál putuje zpět do tavicí pece a litá kola zavěšená na dopravníku do myčky, kde se zbaví všech nečistot před lakováním.

Barva pro každého
Právě perfektní lak určuje i kvalitu disku. Pokud se k hliníku dostane vzduch nebo v zimě sůl, může začít oxidovat. Základ proto tvoří prášková vrstva, která se zapeče a prakticky vyhladí povrch kola – schovají se pod ni i drobné nerovnosti z formy. Následuje vlastní barva a nakonec bezbarvý lak. V továrně v Neuenrade sjíždějí z pásu tři barevné kombinace: stříbrná, titanová a černá. V prvním případě je základní prášková barva bílá, jinak černá. Titanového lesku se přitom dosáhne tím, že se na černý podklad nanáší speciální stříbrný lak. Jednotlivé barevné kombinace jde podle zástupců továrny vyměnit do pěti minut. Jen pro zajímavost – v lakovně se nesmí fotit kvůli výbuchu.

Jsme na konci. Z lakovny většina produkce odchází do automatické balírny. Pokud má mít ale kolo leštěnou úpravu, vrací se zpět a část laku je z něj odfrézována.

Průběžné testování
Náhodně vybrané kusy však putují do zkušebních laboratoří. Jemné měřicí přístroje zde průběžně kontrolují přesnost výroby i pevnost produktu. Aby splňoval pravidla kvality TÜV, projde ohýbacím testem, kdy je střed disku uchycen na dlouhou tyč a vůči zbytku kola ohýbán požadovaným zatížením a počtem rotací.

V žádné části kola se nesmí objevit jakékoliv praskliny. Další zkoušku představuje nárazový test, kde se úderné kladivo nechává spadnout na kolo (s obutou pneumatikou). Tlak v plášti se nesmí snížit o více než 0,2 baru a v oblasti paprsků nesmí dojít k žádným prasklinám. Poslední je valivý test, kde je kolo s pneumatikou valeno pod zátěží po povrchu třímetrového kola nepřetržitě čtyři dny. Tento test je nezbytný pro všechny vozy s požadovanou zátěží vyšší než 650 kg. Nesmí dojít k žádným prasklinám ani deformacím.

Výroba litých kol v německém Neuenrade na nás udělala velký dojem. Podíl lidské práce je minimální a stroje zajišťují nejvyšší kvalitu.






